Linii pentru lacuit si vopsit
Masini si instalatii destinate lacuirii si vopsirii lemnului,functie de tipul de mobilier,precum si functie de tipul de material folosit
Liniile de finisare sunt ansambluri din mai multe unități care permit finisarea pieselor de mobilier fără să mai fie transpotate manual de la o etapă la alta. O astfel de linie de finisare poate cuprinde: partea de șlefuire în alb și desprăfuire, cea de aplicare a materialului de finisare, uscătoare, sisteme de întoarcere a pieselor, partea de șlefuire între straturi, benzi transportoare.
Aceste linii de finisare pot fi parțial sau total capsulate. O linie cu foarte bune rezultate, atât din punct de vedere al reducerii timpului de lucru, cât și al reducerii emisiei de compusi organici volatili (COV) este cea cu uscare în UV.
Materialele care se aplică cu astfel de linii pot fi atat pe bază de solvenți cât și hidrodiluabile, dar liniile nu sunt identice. În cazul aplicării produselor hidrodiluabile, partea de uscare înainte de intrarea sub lămpile UV este mai lungă, pentru că apa are nevoie de un timp mai lung pentru a se evapora. Lungimea tunelului de uscare este stabilită de producatorul liniei, în urma discuției cu furnizorii de materiale de finisare.
Liniile de finisare sunt sisteme specifice. Se formează în funcție de specificul producției și de tehnologiile care pot fi aplicate. Și mai ales după ce clientul a explicat foarte bine ceea ce vrea să obțină și ce materiale de finisare va folosi. De aceea, conlucrarea între beneficiar, furnizorul de utilaje, furnizorul de materiale de finisare și producătorul liniilor de finisare este foarte importantă.
Aplicarea materialelor de finisare pe o linie automată se face cu roboți de pulverizare, valțuri, mașini de turnare.
Roboții au mai multe capete de pulverizare care aplică materialul printr-o mișcare de rotație sau una de “înainte-înapoi” perpendicular pe piesă. Spațiul unde are loc pulverizarea este capsulat și nu există pierderi de material în afara incintei de lucru.Roboții au în dotare fotocelule care determină pornirea pulverizării în momentul în care piesa ajunge în raza de acțiune a capetelor de pulverizare și o oprește atunci când piesa iese din acest câmp, reducând astfel pierderile.
Mașinile de turnare permit aplicarea unei cantități mari de material pe suprafața piesei, dintr-o singură trecere. Este un mod de aplicare în care pierderile sunt mult reduse, dar care nu poate fi folosit pentru piese mai elaborate. Mașinile de turnat erau foarte folosite înainte, acum sunt folosiți foarte mult roboții de pulverizare și aplicarea cu valțuri (când forma pieselor o permite).
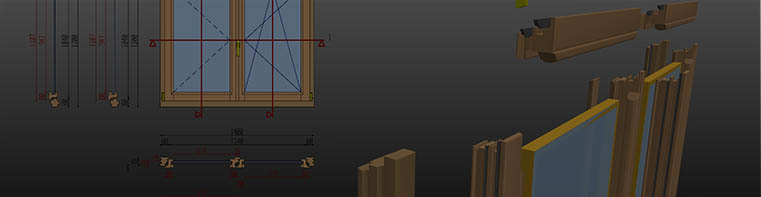
Finisarea ferestrelor din lemn stratificat,se face in cadrul liniilor de finisare complexe. Metoda cel mai des folosită pe astfel de linii este flow-coating. Ferestrele, agățate de lanțuri, sunt trecute în zona de colorare si finisare printr-o instalație care aplică soluția de colorare hidrodiluabilă ca un duș, iar surplusul se adună în partea de jos și este recirculat.Acelasi lucru se intimpla si pentru
operatia de lacuire unde pistoale pulverizeaza lacul,iar surplusul se aduna in partea de jos si ulterior se refoloseste.
O parte foarte importantă a procesului de finisare este uscarea materialelor.
Uscatoarele reduc mult timpul de uscare al materialelor și astfel crește productivitatea. De obicei sunt inserate în cadrul liniilor de finisare, urmând mersul firesc al fluxului tehnologic, dar pot fi și separate pentru piese finisate manual sau pentru a deservi mai multe linii de finisare.
Giardina, a introdus cu succes și a brevetat sistemul de microunde MOS® pentru uscarea vopselelor pe bază de apă. Tehnologia MOS este cel mai economic mod de uscare a lacurilor și a adezivilor pe orice tip de material: lemn, plastic, metal atât pe piese netede 2D cât și pe piese 3D.
Sistemul MOS elimină particulele de apă de la aplicarea adezivului fără să modifice temperatura sau vreo caracteristică a materialului lăcuit.
Tehnologia MOS se dezvoltă grație unei selecții a spectrului de frecvență lucrând cu o separare a punctului mediu de uscare datorită unui circuit electronic ce permite folosirea unei frecvente adecvată uscării lemnului
In funcție de modul cum are loc formarea peliculei, uscarea este de 3 feluri:
Uscare fizică – produsele se usucă ca urmare a evaporării solventului. După uscare, aceste materiale pot fi din nou dizolvate în același solvent (proces reversibil). Timpul pentru uscarea fizică poate fi sensibil diminuat prin creșterea temperaturii. Este cazul produselor nitrocelulozice
Uscare chimică – uscarea materialelor în două componente. În realitate este vorba de reacția chimică dintre cele 2 componente lichide care duc la apariția unui al treilea produs, pelicula de lac, care este solidă. Este modul de uscare al produselor poliuretanice, poliesterice, poliacrilice. Tot uscare chimică se poate considera și uscarea unor produse monocomponente cum este cazul produselor hidrodiluabile (dispersii acrilice). Spre deosebire de lacul nitrocelulozic, în acest caz procesul este ireversibil.
Uscarea oxidativă – este modul în care se face uscarea și întărirea rășinilor alchidice sintetice. În acest caz uscarea este rezultatul evaporării solvenților și a unei reacții dintre rășină și oxigenul din aer. Este tipul de uscare care nu este foarte influențat de creșterea temperaturii.
Uscătoarele convecționale. Un astfel de uscător are 3 porțiuni distincte: spațiul de dezaerare, spațiul de uscare propriu-zisă și spațiul de răcire. Zona de dezaerare este imediat după aplicarea materialului de finisare și este necesară pentru ca pelicula de lac să se așeze cât mai bine. Temparatura în această zonă este apropiată de temperatura ambiantă. În zona de uscare temperatura crește până la 45-50 grd.C .Aici are loc uscarea îi intarirea peliculei. În zona de răcire obiectele sunt aduse la temperatura ambiantă înainte de a fi scoase din uscător. Răcirea obiectelor este foarte importantă, deoarece majoritatea acoperirilor sunt termoplastice, ceea ce înseamnă că la temperaturi înalte sunt moi.
Aceste uscătoare sunt cel mai mult folosite și ele pot fi construite pe verticală sau pe orizontală. Materialele se deplaseaza în interiorul lor cu ajutorul platanelor care se ridică și coboară, în cazul uscătoarelor verticale, sau al benzilor transportoare sau a catenelor (lanțurilor) în cazul celor orizontale. Viteza de deplasare este astfel calculată încât la ieșirea din tunel materialele să fie uscate.
Uscatoare cu radiație infraroșie IR. În astfel de uscatoare este folosită puterea de încălzire a radiației IR. Radiația electromagnetică cu lungimea de undă de 0,76 µm – 1 mm este numită infraroșu. În funcție de lungimea de undă a radiației pot fi uscătoare IRS (radiație IR scurtă), uscatoare IRM (radiație medie) și uscătoare IRL (radiație lungă). Uscătoarele IR sunt de multe ori combinate cu uscătoarele convecționale.
Uscatoarele IR sunt mai economice decât cele convecționale în ceea ce privește consumul energetic.
Uscătoare cu radiație ultravioletă UV. În aceste uscătoare materialul este întărit cu ajutorul radiației UV. Sunt folosite lacuri și vopsele special formulate pentru acest tip de uscare (acrilice, poliesterice, combinate). Întărirea are loc foarte rapid (5-15 sec).
Sunt folosite doua tipuri de surse de radiație: lămpi cu galiu (Ga) și lămpi cu mercur (Hg). Lâmpile cu galiu au o lungime de undă mai mare de 420 nm și o durată de aproximativ 2000 de ore de funcționare. Sunt folosite pentru a întări lacurile pigmentate și de multe ori, sunt combinate cu lămpile cu mercur. Lămpile cu mercur sunt folosite pentru întărirea lacurilor transparente. Lămpile UV trebuie controlate în mod regulat pentru că în timp puterea lor scade. Consumul energetic este semnificativ mai mic decât în cazul uscării convecționale.
La uscare în UV solventul trebuie eliminat până ce produsul intră sub lampă. Urmele de solvent rămase fac pelicula opalescentă. De aceea, înaintea lămpilor, există un tunel de uscare convecțional sau cu IR care ajută la eliminarea solventului. Lungimea acestui tunel depinde de cât de repede se poate elimina solventul. Pentru uscarea produselor hidrodiluabile tunelul este mai lung. Tunelul poate lipsi numai în cazul produselor care se aplică cu valțul și au corp 100%.
La finisarea pigmentată se pot folosi produse dual-cure, adică produse care au o uscare combinată UV+uscare chimică. Astfel de produse se amestecă cu întăritori iar în momentul în care trec prin dreptul lămpilor uscarea are loc superficial, dar nu și în profunzimea stratului. Procesul de intărire a peliculei este continuat si după ce obiectele ies de sub lampi datorită catalizatorului adăugat. Este nevoie de acest lucru pentru că, din cauza pigmentului, radiația UV nu poate străbate pelicula pentru a o întări instantaneu. Uscarea superficială instantanee la trecerea prin dreptul lămpilor face ca pelicula sa nu mai prindă praful din atmosferă atunci când este pusă pe rastel pentru uscarea totală, calitatea peliculei crescând astfel (mai ales în cazul peliculelor lucioase).
WOOD EXPERT ,reprezentant exclusiv al societatii Giardina Italia,comercializeaza toata gama de instalatii de lacuire si uscare produsa de aceasta,asigurind si consultanta privind corelarea capacitatilor de productie cu dimensionarea capacitatii liniilor de lacuire/uscare necesare.